Loading conveyors properly in a quarry is critical to the long-term health of belts and systems, as well as overall safety and efficiency.
Sharp and heavy raw materials dropping vertically and unobstructed onto a belt are not the only factors that reduce belt life and break rolling components. Varying sizes of conveyed material – including aggregates, sand and slurry – each present unique loading issues at various stages throughout the transport cycle.
Improper belt loading signs
No two operations are alike. Failure to consider all aspects of design will result in unnecessary dust, spillage and generally shorter belt and equipment life.
When designing a loading zone, engineers should account for several elements, including natural material movement, material adhesiveness, material distribution, material interaction with the belt, bulk density, and safety and maintenance.
1. Natural material movement. Some chute designs have rock boxes or shelves that slow the descent of cargo, but these can result in clogging or sudden surges when deposits of material break free.
Flat chutes can produce splashing and backflow that damage components, resulting in spillage, dust and uncentered belt loading. A curved design better controls material flow and remedies these issues by slowing the descent and centering the cargo.
2. Material adhesiveness. In some operations, factors such as moisture, magnetic qualities, silica content and the direction of the metal grain on the surface of chute walls can contribute to chute plugging and excessive downtime.
Clogs may not occur immediately. Instead, the weight of buildup may cause a sudden surge that overwhelms the loading zone.
3. Material distribution. To determine how soon a belt should be troughed after the tail pulley – and at what angle – engineers rely on the surcharge angle, which is one at which material naturally settles in relation to the belt once it forms a stable profile.
4. Material interaction with the belt. Improper loading of small, sharp materials like crushed stone and gravel can produce significant dust and spillage along walkways, fouling the return side of the belt and becoming entrapped between the skirtboard and belt. This can result in belt damage.
Uneven loading can cause the belt path to shift, causing mistracking and spillage along the entire length of the system.
5. Bulk density. The loose bulk density is the weight per unit of volume of material in a noncompacted condition. Although the consolidated bulk density of some materials can cause the troughed cargo to condense into a much smaller size, once the particulates separate in the transfer chute at the point of discharge, the volume can increase considerably.
So, loose bulk density should be recalculated and used to determine the geometry of each transfer point based on this change.
6. Safety and maintenance. Labor and safety issues for monitoring and maintaining the flow of material can be costly if overlooked.
When receiving cargo from other conveyors, feeders, front loaders or railcars, the paramount concern in any design should be safety. This is achieved by controlling throughput, impeding obstructions and sealing the chute to prevent spillage and dust.
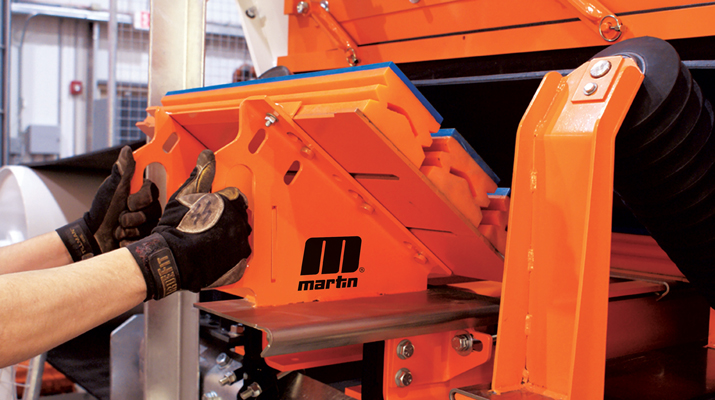
Belt support
Installed directly under the chute discharge, impact cradles alleviate belt damage by absorbing the forces from material landing on the belt.
Many operators are moving away from impact idlers in favor of static cradles that feature a bed of steel angles lined by energy-absorbing impact bars with a top layer of low friction, ultra-high molecular weight polymer or polyurethane.
The space between impact idlers can create a small gap between the skirtboard and the belt. The impact of material on the belt can cause a splashing effect of fines and produce air turbulence that seeks exit points from the chute through these gaps, pulling dust and spillage with it. The bar design retains a consistent seal at the loading point to reduce the amount of spillage and dust emissions.
Takeaways
Load zone design is not an exact science. With so many considerations, some details inevitably get missed.
Until a system is up and running, engineering design can only provide highly informed scientific estimates that may change. Unpredictable factors such as weather, foundation settling and variations in material density can affect post-construction operations and efficiency.
Luckily, there is equipment specifically designed to mitigate these design issues and engineered to fit any system retroactively. It is only through experience, observation and testing – and some smart engineering – that the correct retrofit can be applied.
Dan Marshall is process engineer at Martin Engineering.
Related: Strategies to reduce dust at conveyor transfer points